全国加盟服务热线 13821806068
首页 >> 钢丝新闻 >> 行业动态>>预应力钢丝生产工艺目的
发布时间:2020-01-03 09:07 查看次数:
混凝土预应力钢丝
预应力钢丝
涂塑钢丝生产线
光面预应力钢丝
螺旋肋预应力钢丝
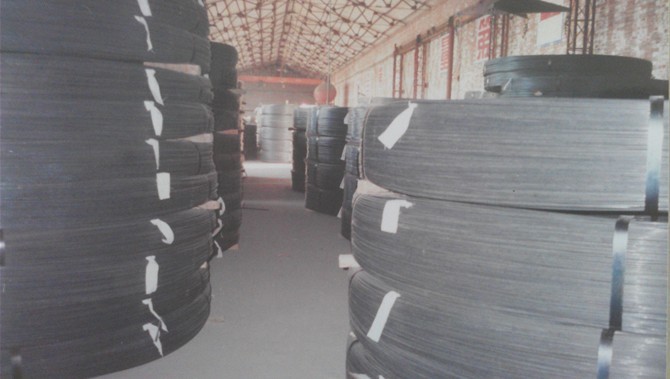
螺旋肋钢丝的码放
冷拉预应力钢丝
冷拉钢丝的码放
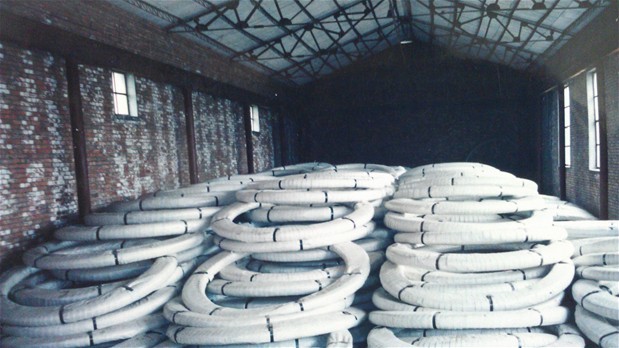
出口钢丝的码放1
出口钢丝的码放
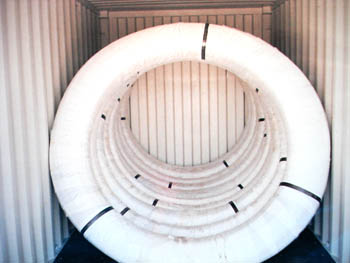
出口产品的装箱1
出口产品的装箱
产品装车中
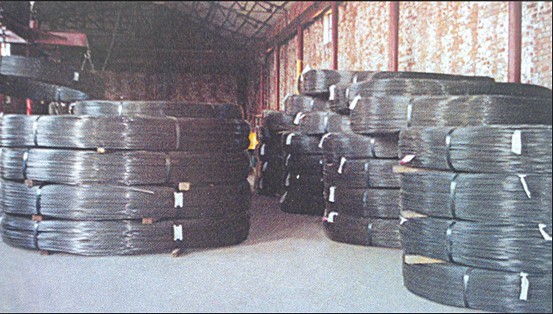
出口产品的码放
内销产品的码放








 钢丝产品
钢丝产品